Lathe toolholders
My Boxford VSL came equipped with an original Dickson quick-change toolpost (QCTP) but only a couple of holders, although usefully one of them is a parting blade holder. I bought another one some years back when you could get them for sensible money but now (2025) they are getting expensive (yes, ok, so is everything else!) and I keep reading that some of the India/ Far East replicas can be a poor fit. Granted, I could possibly use the mill to correct any discrepancies but why should I have to? That led neatly onto the idea that I could actually use some of the hardware in my 'shed' to make my own toolholders. I'd already made an aluminium one to hold a DTI (see here) but I'd misplaced the drawing, so it was just a case of measuring the 'originals', finding some steel and getting on with it!
As it happened I had some 50x50 mild steel bar; little more than pig-iron really and way bigger than the dimensions of the Boxford-sized holders (about 35x32mm) so the first job was to sever some lengths with the chop saw. Then they were clamped in the Bridgeport's machine vice and repeatedly attacked with the only cutter the mill had on delivery: it's a 3" diameter, 4" long helical slab mill and it's ideal for fast removal of metal. Well, it would be if the mill wasn't now running a single-phase motor that's wired through the original 3-phase contactors and motor overloads, because even with the trip set at max. (6.7A) the 1-phase motor soon reaches that and trips the overload. In a way it's not a bad thing as I have to keep to less aggressive cuts, it just takes a bit longer. The blocks were eventually roughed-down to a bit over the 73x35x32mm with the faces more or less square and parallel (ahem). What I probably should have done was clamp the 50x50 direct to the mill table and face one side, then flip it over... or even bought some smaller stock, but this was about using what was to hand ;o)


I've since worked out that the first part to be machined should have been the longitudinal slot for the tool to sit in, as doing it later leaves less material for the vice to grip. My thinking was that the bevelled faces are the most crucial part, so work on them first because that way if I messed it up I wouldn't have wasted time on other machining. Quite conveniently, the required angles are all 45 degrees so I used the main frame of a combination square against the bottom face of the mill vice to set the block at the right angle (and further checked against the top face of the vice jaws once it was clamped). The very first holder I made, some time ago in aluminium, was just to hold a DTI, and that was done with approximation, marking with a scriber and the Mk.1 Eyeball. I used much the same technique to start with this time, but after I'd knocked off work one winter's evening I took the 'factory' holders indoors, measured them and drew up a CAD. Interestingly, none of the three factory holders measured the same as each other! Over the course of making these I found that a tickle here or there was necessary to get a good fit but even with errors the design allows them to clamp up snugly - maybe that was even the designer's intention.
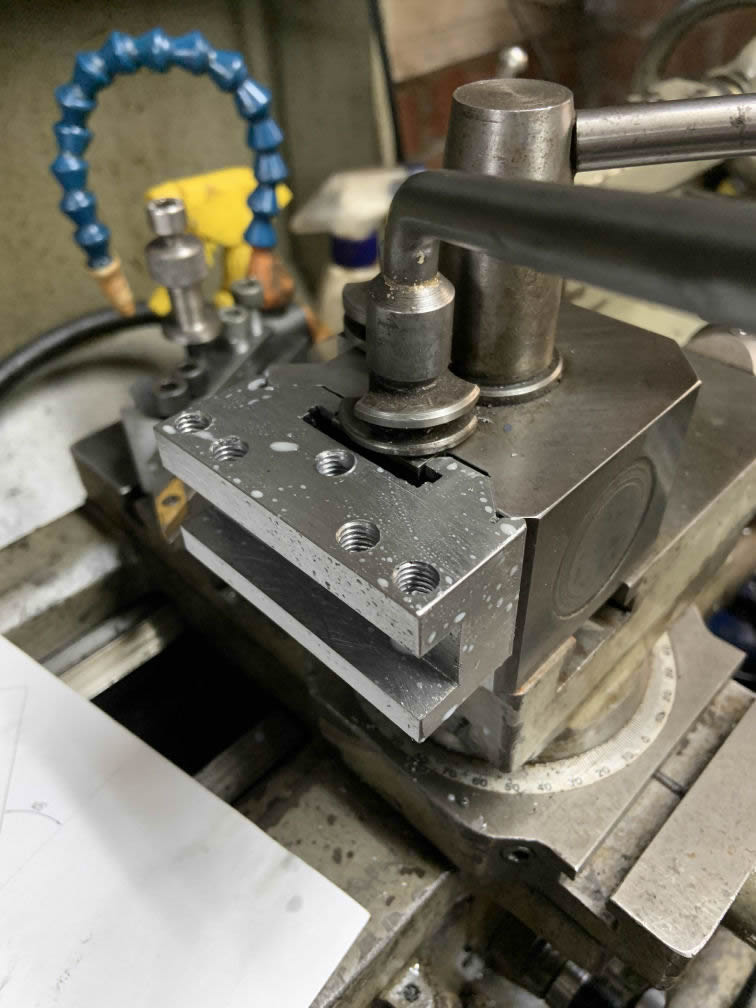
Whilst making the first of four, I was keen to see some progress, which meant swapping the Bridgeport from a horizontal mill to a vertical, which means removing the arbor and its support, sliding the top ram backwards and hoisting the 40 kilo vertical head into place, in order to use a T-slot cutter. Then I had to swap back to horizontal mode for the next block - so I decided to make all the same cuts on each block before moving onto the next stage, leaving the T-slot work till last! It has since occured to me that if you had only a horizontal mill, you could still make these blocks, but the narrow part of the slots would need to be made using hacksaw/file or similar - the sort of job you'd once have given to an apprentice you didn't like :D I didn't actually use a T-slot cutter but a Woodruff key cutter, so the clearance was a bit tight - it needed the edges of the centre slot chamfering first to get two passes of the 1/8" wide cutter. Here's the centre slot; not much clearance to the top of the vice jaws! Spare indexable tool shank acting as a packing piece:

It's a bit cosy...!

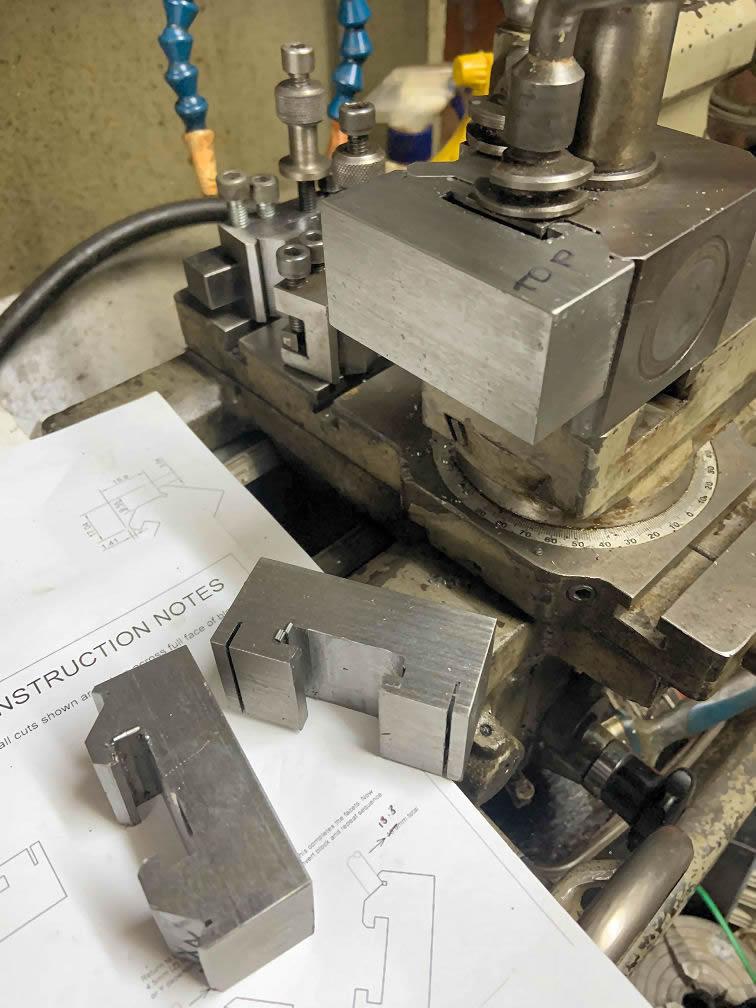
For the first holder I milled the angled faces with the vertical head and an endmill...

.. but the rest were done (rather more quickly) with a horizontal cutter:

Examination of the holder design shows a narrow slot at the root of the outermost V-angles (the mounting face of the holder is effectively symmetrical with 4 angled facets). I'm not sure what it's there for, but I did mine by using a 5" slitting saw to cut 1.2mm wide slots in the appropriate places. Which was, of course, probably the wrong way to go about it, since I cut the slots to full depth but then milled away most of the surrounding material. I could/should have put the slots in last, when they'd only need to be a couple of millimetres deep instead of 9.5mm or so! I wondered if it was just to provide a guide point for the milling cutter to aim for, or maybe permit a cutter with less than sharp corners to give a suitably square corner, but that doesn't seem to matter since the main body of the toolpost has that matching corner milled away in any case. Whatever; the slots may even not be required at all.

Once the angled faces and T-slot were complete it was time to check for fit with the toolpost body. In some cases my manufacturing tolerances meant that the holder seemed to fit better one way up than the other so the top was marked accordingly...
... then while the mill was working on the next block's angles I'd set the last one up in the Perrin to drill and tap the required holes:

Somewhere along the line, a slot was added for the tool shank... bit of deburring of the holes and a file to take off the sharp edges:
I had a bit of a brain fart (technical engineer talk) and left the mill in high speed at some point in the process (I'd been mostly running at 125rpm) and in a matter of seconds the really nice cutter I'd been using was shagged (another technical expression) - every tooth is chipped. Luckily, it didn't break and none of the chips are so deep as to be irretrievable... but I don't have a tool & cutter grinder. At least, not a proper one! It has occurred to me that if I use my dividing head to turn and position the cutter (all 36 teeth of it), all I need is a suitable grinding wheel spun fast enough. So off to Ebay I went and a couple of diamond discs are winging their way here as I type. I'm thinking that the Bridgeport on top speed could spin the wheel fast enough, while the dividing head can be clamped to the table and thus moved up/down/forwards/backwards to apply the cut... watch this space!
The most 'correct' type of screw to use on a toolpost is the type with a square head, needing a matching key. However, even my Dickson originals use normal socket-head (Allen) screws and I was initially going to fit some of those. I didn't have any short enough so instead of sawing some down I went for an internet rummage, in the course of which I decided instead to use M8 stainless grub screws. Granted, you can't tighten them down hard (with a 4mm key) as easily as socket-heads (6mm key) but they should keep the tool in place well enough. I could have gone for shorter ones as there are a few threads proud of the top face, but then if I want to fit a tool with less than 16mm shank the screws might be too short...!
The last part of the job is to turn some adjusters for the holders; just a visual/ estimation job as they aren't critical.
All in all quite a lengthy exercise and no doubt a bit of a hammering on the electricity bill, but with that attitude I may as well sell all my tools and never get out of bed... ;o)